Batterikøling og batterivandkøleplade
Med den dybtgående promovering af den nationale termiske styring af nye energikøretøjer har den nye energikøretøjsindustri tiltrukket sig mere og mere opmærksomhed. Som hjertet i nye energikøretøjer er sikkerheden, levetiden, rækkevidden og ydeevnen af strømbatterier også blevet fokus for de fleste brugeres opmærksomhed. For at forbedre batteriernes ydeevne, forlænge CFD-beregningens levetid, øge køretøjernes rækkevidde og forhindre sikkerhedsulykker med strømbatterier, er batteriets driftstemperatur blevet en af nøglefaktorerne.

Blandt alle batterikøleløsninger er væskekøling blevet den almindelige kølemetode, der overgår luftkøling og faseskiftkøling på grund af dens store specifikke varmekapacitet og høje varmeoverførselskoefficient. Den varme, der genereres af strømbatteriet under drift, overføres gennem kontakten mellem de elektroniske komponenter og overfladen af den pladeformede aluminiumsenhed og føres til sidst bort af kølevæsken i strømningskanalen inde i enhedspladen. Denne pladeformede aluminiumsenhed er vandkølepladen.
Vandkølepladens design og layout er også varieret, hovedsageligt bestemt af typen af batteri og det overordnede layout af batterisystemet. For at sikre temperaturens ensartethed af batteripakken med stor energi, vedtager hele det termiske styringssystem grundlæggende et multi-parallel grendesign. Jo længere kølekanalen er, jo sværere er det at kontrollere temperaturens ensartethed.
Processkift af batterivandkøleplade
Elbiler har udviklet sig fra den tidlige konvertering af almindelig olie til elektricitet til optimering af batteri PACK-løsninger under kravet om omkostningsreduktion, og vandkølepladeprocesruten har også undergået ændringer.
1. Første generations produkt - ekstruderet aluminium vandkøleplade
Materialet på profilvandkølepladen er 6-serie aluminiumsprofil med en tykkelse på ca. 2 mm. Der er ingen grund til at bruge et ophængsdesign. VDA-moduler stables direkte ovenpå, med 3-4 moduler placeret på hver blok. Vandgennemstrømningskanalen kan også integreres i bunden af boksen. Alle moduler er stablet på vandkølepladen, og styrken er tydelig.
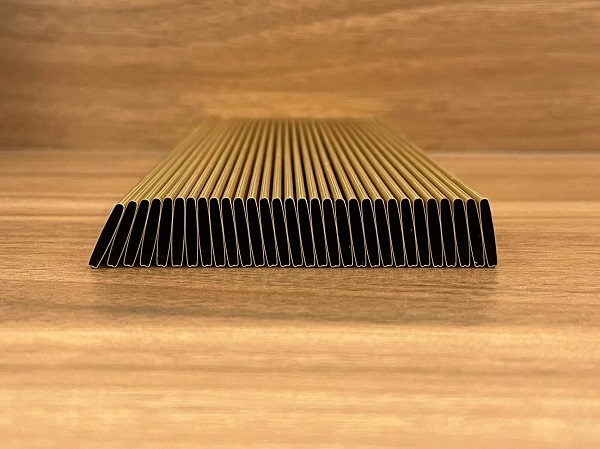
2. Ydeevnen af andengenerationsproduktet - ydeevnen af det lille stemplingsbræt og klaverrørets vandkøleplade vil påvirke ydeevnen af strømbatteriet, hvilket direkte påvirker batterilevetiden for elektriske køretøjer. Flere plader af aluminiumsvand og kolde plader er mere end ti eller tyve kilo væske begrænset til batterispillet, så de føres direkte ind i det kolde palads. Scenen. Faktisk er svejseprocessen meget udbredt i bilindustrien. Bilens forreste køleplade, kondensator og pladevarmeveksler bruges. Generelt er 3-seriens aluminium malet på den svejste position og derefter overdrevent høj temperatur (ca. 600 ° C) svejseovn smeltet, så arbejdsprocessen er relativt enkel. Brug den samme proces, men applikationen er anderledes. Stemplingsbrættet skal først stemplet et stykke design. Løberens dybde er generelt 2-3,5 mm. Svejset med en anden tablet med en anden tablet. Tværsnittet af harmonikarørets strømningskanal ligner formen af et harmonikarør, med samlere i begge ender, der fungerer som sammenløb, så den indre strømningsretning kan kun være lige og ikke kan udformes vilkårligt som en stemplet plade, og har visse begrænsninger.
3. Tredje generations produkter - flydende køleplade integration og integration
Da energitætheden af en enkelt battericelle når en vis flaskehals, kan energitætheden af hele pakken kun øges ved at øge PACK-grupperingshastigheden. For at proppe flere batterier ind i batteripakken, bliver modulet større og større, og selv konceptet med modulet er annulleret, og batterierne lægges direkte på kassen, som er CTP. Samtidig udvikler batterivandkølepladen sig også i retning af et stort bord, enten integreret i boksen eller modulet eller lavet til en stor stemplet plade fladt på bunden af boksen eller dækker toppen af batteriet celle.
Blandt de tre typer vil den funktionelle kompleksitet af den prægede pladetype væskekøleplade være højere, fordi de involverede stemplings- og svejsekrav er meget krævende. På samme tid, uanset hvilken slags batterivandkølepladefremstillingsproces, der anvendes, er svejsning en meget vigtig proces. I dag er svejsebehandlingsteknologien for vandkøleplader hovedsageligt opdelt i tre kategorier: energiiseret diffusionsbinding, vakuumlodning og omrøringsfriktionssvejsning. Vakuumloddevæskekøleplader har karakteristika af fleksibel designstruktur og høj svejseeffektivitet, så de er meget udbredt inden for elektriske køretøjer.
På nuværende tidspunkt, med den gradvise diversificering af strukturen af flydende køleplader, bliver kravene til svejseprocesser højere og højere, og svejsning udvikler sig også i følgende 6 retninger: 1) Forbedre svejseenergieffektiviteten, øge svejseproduktiviteten og reducere svejsning omkostninger; 2) Forbedre mekaniserings- og automatiseringsniveauet i forberedelsesværkstedet og forbedre stabiliteten af svejsekvaliteten; 3) Automatiser svejseprocessen, forbedre svejseproduktionsmiljøet og løs de barske arbejdsforhold; 4) Udviklingen af nye industrier fortsætter med at fremme fremskridt inden for svejseteknologi; 5) Forskning og udvikling af varmekilder kan ikke ignoreres; 6) Energibesparende teknologi er en fælles bekymring. Sammenfattende stiller dette også højere krav til forskning og udvikling og produktion af svejseudstyr.